Координатно-измерительные машины COORD3 серии BENCHMARK - страница 2
Навигация
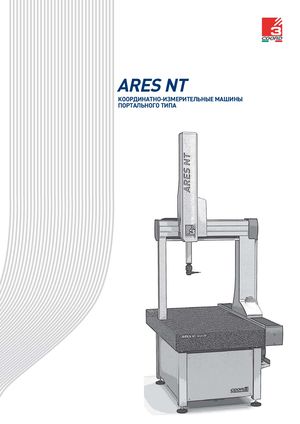 Координатно-измерительные машины COORD3 серии ARES NT
Координатно-измерительные машины COORD3 серии ARES NT Госреестр. Описание типа СИ 65075-16 Машины координатно-измерительные COORD3
Госреестр. Описание типа СИ 65075-16 Машины координатно-измерительные COORD3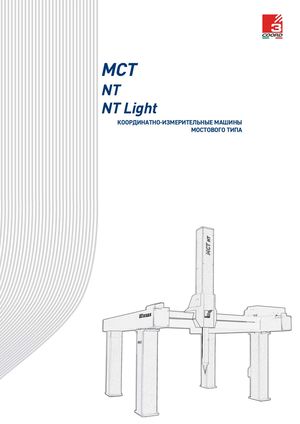 Координатно-измерительные машины COORD3 серии MCT-NT
Координатно-измерительные машины COORD3 серии MCT-NT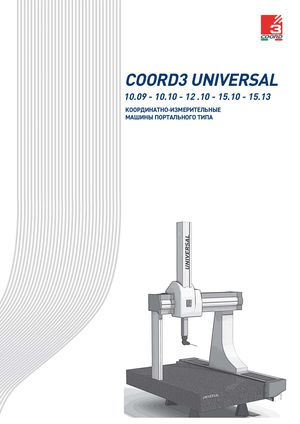 Координатно-измерительные машины COORD3 серии UNIVERSAL 10.09-15.13
Координатно-измерительные машины COORD3 серии UNIVERSAL 10.09-15.13 Координатно-измерительные машины COORD3 серии MCT-PLUS
Координатно-измерительные машины COORD3 серии MCT-PLUS Координатно-измерительные машины COORD3 серии ARES-NT-XL-13.09.07 MOT
Координатно-измерительные машины COORD3 серии ARES-NT-XL-13.09.07 MOT 
BENCHMARK КОНСТРУКЦИЯ: Цеховая координатно-измерительная машина с направляющими из алюминиевого сплава и гранитной плитой. БАЗОВАЯ ПЛИТА: Монолитный гранитный стол с матрицей отверстий M8, плоскостность в соответствии с требованиями DIN876/III. НАПРАВЛЯЮЩИЕ: Все направляющие изготовлены из алюминиевого сплава методом экструзии, после чего доведены и анодированы. ПРИВОД: Программно управляемые сервомоторы на всех осях (MOT) или ручной привод (MAN). ПОДШИПНИКИ: Система воздушных подшипников на всех осях. ИЗМЕРИТЕЛЬНАЯ СИСТЕМА: Линейки высокого разрешения. БАЛАНС-ЦИЛИНДР: Пневматический, настраиваемый, закреплён на оси Z. ТЕРМОКОМПЕНСАЦИЯ: Мультисенсорная система температурной компенсации. BENCHMARK: СПЕЦИФИКАЦИИ Спецификация в соответствии с ISO 10360-2:2009 Максимальная Максимальное скорость ускорение по Модели MAN MOT позиционир. осям TPC3/MH20i-TP20 MH20i/PH10-PH20-TP20 PH10-TP200 (1) E L,MPE (2) R0,MPL (1) EL,MPE (2) R0,MPL (1) E L,MPE (2) R0,MPL Только MOT [мкм] [мкм] [мкм] [мм/с] [мм/с2] 05.04.04 3,0 + L/300 3,0 2,5 + L/333 2,5 2,3 + L/333 2,3 500 1500 06.05.04 3,2 + L/300 3,2 2,7 + L/333 2,7 2,5 + L/333 2,5 500 1500 Данные о технических характеристиках получены при следующих условиях: - MH20i/PH10T/M/PH20-TP20/TP200: МодульSF, диаметр шарика Ø 4 мм x длина щупа 10 мм - L = длина в мм - Температура среды: T: 18 ÷ 22 °C; максимальные колебания : 0,5 °K/ч - 2,0 °K/24ч - 0,5 °K/м (1) Допускаемая абсолютная объемная погрешность по ISO 10360 2:2009 (2) Допускаемая абсолютная погрешность измерительной головки по ISO 10360 2:2009 ПРИЁМКА ПО ТОЧНОСТИ MPEE: Допускаемая абсолютная объемная погрешность Пять различных мер длины должны быть установлены в каждую из семи отличающихся месторасположением и ориентацией мер позиций внутри объема измерений КИМ и длина каждой меры должна быть измерена трижды (т.е. всего должно быть выполнено 105 измерений). Четыре из семи позиций должны быть пространственными диагоналями объема измерений. Три оставшиеся позиции могут быть определены пользователем; по умолчанию эти позиции параллельны каждой из координатных осей КИМ и расположены в середине объема измерений. MPEp: Допускаемая абсолютная погрешность измерительной головки Для определения допускаемой абсолютной погрешности измерительной головки, сфера (диаметр от 10 до 50 мм) с незначительной погрешностью формы должна быть отсканирована в 25 рекомендуемых положениях (из ISO 10360-2). Диапазон радиальных расстояний не должен превышать значение MPEp. DS21-BENCHMARK-EN-rev01-05/15 Стр. 2