Координатно-измерительные машины COORD3 серии MCT-STARLIGHT - страница 2
Навигация
 Координатно-измерительные машины COORD3 серии UNIVERSAL 10.09-15.13
Координатно-измерительные машины COORD3 серии UNIVERSAL 10.09-15.13 Госреестр. Описание типа СИ 65075-16 Машины координатно-измерительные COORD3
Госреестр. Описание типа СИ 65075-16 Машины координатно-измерительные COORD3 Координатно-измерительные машины COORD3 серии KRONOS NT
Координатно-измерительные машины COORD3 серии KRONOS NT Координатно-измерительные машины COORD3 серии UNIVERSAL 07.07-9.08-10.08
Координатно-измерительные машины COORD3 серии UNIVERSAL 07.07-9.08-10.08 Координатно-измерительные машины COORD3 серии BENCHMARK
Координатно-измерительные машины COORD3 серии BENCHMARK 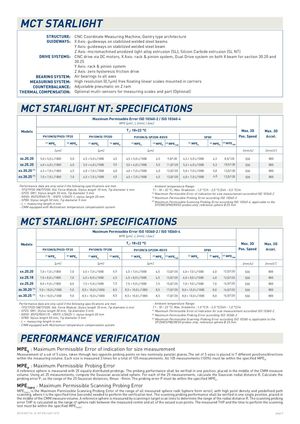
MCT STARLIGHT STRUCTURE: CNC Coordinate Measuring Machine, Gantry type architecture GUIDEWAYS: X Axis: guideways on stabilized welded steel beams Y Axis: guideways on stabilized welded steel beam Z Axis: micromachined anodized light alloy extrusion (SL), Silicon Carbide extrusion (SL NT) DRIVE SYSTEMS: CNC drive via DC motors, X Axis: rack & pinion system, Dual Drive system on both X beam for section 30.20 and 30.25 Y Axis: rack & pinion system Z Axis: zero hysteresis friction drive BEARING SYSTEM: Air bearings to all axes MEASURING SYSTEM: High resolution (0,1μm) free floating linear scales mounted in carriers COUNTERBALANCE: Adjustable pneumatic on Z ram THERMAL COMPENSATION: Optional multi-sensors for measuring scales and part (Optional) MCT STARLIGHT NT: SPECIFICATIONS Maximum Permissible Error ISO 10360-2 / ISO 10360-4 MPE [μm] , L [mm], t [sec] Models T : 18÷22 °C1 Max. 3D Max. 3D PH10M/Q/PH20-TP20 PH10M/Q-TP200 PH10M/Q-SP25M-REVO SP80 Pos. Speed Accel. (1) MPEE (2) MPEP (1) MPEE (2) MPEP (1) MPEE (2) MPEP (3) MPETHP (1) MPEE (2) MPE P (3) MPE THP [μm] [μm] [μm] [mm/s] [mm/s2] xx.20.20 5,0 + 5,0 L/1000 5,0 4,5 + 5,0 L/1000 4,5 4,5 + 5,0 L/1000 4,5 9,0/120 4,3 + 5,0 L/1000 4,3 8,5/120 530 800 xx.25.20 6,0 + 6,0 L/1000 6,0 5,5 + 6,0 L/1000 5,5 5,5 + 6,0 L/1000 5,5 11,0/120 5,3 + 6,0 L/1000 5,3 10,5/120 530 800 xx.30.20 (*) 6,5 + 7,0 L/1000 6,5 6,0 + 7,0 L/1000 6,0 6,0 + 7,0 L/1000 6,0 12,0/120 5,8 + 7,0 L/1000 5,8 12,0/120 530 800 xx.30.25 (*) 7,0 + 7,0 L/1000 7,0 6,5 + 7,0 L/1000 6,5 6,5 + 7,0 L/1000 6,5 13,0/120 6,0 + 7,0 L/1000 6,0 12,0/120 530 800 Performance data are only valid if the following specifications are met: - Ambient temperature Range: - TP2/TP20-5W/TP200: Std. Force Module, Stylus length 10 mm, Tip diameter 4 mm T1 : 18 ÷ 22 °C; Max. Gradients : 1,0 °C/h - 2,0 °C/24h - 0,5 °C/m - SP25: SM1, Stylus length 50 mm, Tip diameter 5 mm (1) Maximum Permissible Error of indication for size measurement accordind ISO 10360-2 - REVO: RSP2/RSH175 - RSP3-1/SH25-1, stylus length 20 mm (2) Maximum Permissible Probing Error according ISO 10360-2 - SP80: Stylus length 50 mm, Tip diameter 5 mm-L=measuring length in mm (3) Maximum Permissible Scanning Probing Error according ISO 10360-4, applicable to theSP25M/SP80/REVO probes only, reference sphere Ø 25 mm - CMM equipped with Multisensor temperature compensation system MCT STARLIGHT: SPECIFICATIONS Maximum Permissible Error ISO 10360-2 / ISO 10360-4 MPE [μm] , L [mm], t [sec] Models T1: 18÷22 °C Max. 3D Max. 3D PH10M/Q/PH20-TP20 PH10M/Q-TP200 PH10M/Q-SP25M-REVO SP80 Pos. Speed Accel. (1) MPE E (2) MPEP (1) MPE E (2) MPE P (1) MPE E (2) MPE (3) MPEP THP (1) MPE E (2) MPEP (3) MPE THP [μm] [μm] [μm] [mm/s] [mm/s2] xx.20.20 7,0 + 7,0 L/1000 7,0 6,5 + 7,0 L/1000 6,5 6,5 + 7,0 L/1000 6,5 13,0/120 6,0 + 7,0 L/1000 6,0 12,0/120 530 800 xx.25.18 7,0 + 8,0 L/1000 7,0 6,5 + 8,0 L/1000 6,5 6,5 + 8,0 L/1000 6,5 13,0/120 6,0 + 8,0 L/1000 6,0 12,0/120 530 800 xx.25.20 8,0 + 9,0 L/1000 8,0 7,5 + 9,0 L/1000 7,5 7,5 + 9,0 L/1000 7,5 15,0/120 7,0 + 9,0 L/1000 7,0 14,0/120 530 800 xx.30.20 (*) 9,0 + 10,0 L/1000 9,0 8,5 + 10,0 L/1000 8,5 8,5 + 10,0 L/1000 8,5 17,0/120 8,0 + 10,0 L/1000 8,0 16,0/120 530 800 xx.30.25 (*) 9,0 + 10,0 L/1000 9,0 8,5 + 10,0 L/1000 8,5 8,5 + 10,0 L/1000 8,5 17,0/120 8,0 + 10,0 L/1000 8,0 16,0/120 530 800 Performance data are only valid if the following specifications are met: - Ambient temperature Range: - TP2/TP20-5W/TP200: Std. Force Module, Stylus length 10 mm, Tip diameter 4 mm T1 : 18 ÷ 22 °C; Max. Gradients : 1,0 °C/h - 2,0 °C/24h - 1,0 °C/m - SP25: SM1, Stylus length 50 mm, Tip diameter 5 mm (1) Maximum Permissible Error of indication for size measurement accordind ISO 10360-2 - REVO: RSP2/RSH175 - RSP3-1/SH25-1, stylus length 20 mm (2) Maximum Permissible Probing Error according ISO 10360-2 - SP80: Stylus length 50 mm, Tip diameter 5 mm (3) Maximum Permissible Scanning Probing Error according ISO 10360-4, applicable to the -L= measuring length in mm SP25M/SP80/REVO probes only, reference sphere Ø 25 mm - CMM equipped with Multisensor temperature compensation system PERFORMANCE VERIFICATION MPEE : Maximum Permissible Error of indication for size measurement Measurement of a set of 5 sizes, taken through two opposite probing points on two nominally parallel planes.The set of 5 sizes is placed in 7 different positions/directions within the measuring volume. Each size is measured 3 times for a total of 105 measurements. All 105 measurements (100%) must be within the specified MPEE. MPEP : Maximum Permissible Probing Error A reference sphere is measured with 25 equally distributed probings. The probing performance shall be verified in one position, placed in the middle of the CMM measure volume. Using all 25 measurements, compute the Gaussian associated sphere. For each of the 25 measurements, calculate the Gaussian radial distance R. Calculate the probing error P, as the range of the 25 Gaussian distances, Rmax - Rmin. The probing error P must be within the specified MPE . P MPETHP/t : Maximum Permissible Scanning Probing Error MPETHP/t is the Maximum Permissible Scanning Probing Error of the range of all measured sphere radii (sphere form error), with high point density and predefined path scanning, where t is the specified time (seconds) needed to perform the verification test. The scanning probing performance shall be verified in one single position, placed in the middle of the CMM measure volume. A reference sphere is measured by scanning 4 target scan lines to determine the range of the radial distance R. The scanning probing error THP is calculated as the range of sphere radii between the measured centre and all of the valued scan points. The measured THP and the time to perform the scanning test must be within the specified MPETHP/t. DS18-MCT SL-SL NT-EN-rev01-5/15 page 2