Координатно-измерительные машины COORD3 серии UNIVERSAL 07.07-9.08-10.08 - страница 2
Навигация
 Координатно-измерительные машины COORD3 серии ARES NT
Координатно-измерительные машины COORD3 серии ARES NT Координатно-измерительные машины COORD3 серии UNIVERSAL 10.09-15.13
Координатно-измерительные машины COORD3 серии UNIVERSAL 10.09-15.13 Координатно-измерительные машины COORD3 серии MCT-NT
Координатно-измерительные машины COORD3 серии MCT-NT Координатно-измерительные машины COORD3 серии MCT-STARLIGHT
Координатно-измерительные машины COORD3 серии MCT-STARLIGHT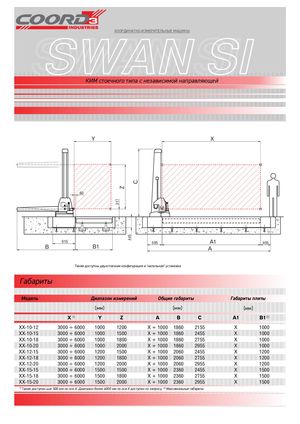 Координатно-измерительные машины COORD3 серии SWAN-SI
Координатно-измерительные машины COORD3 серии SWAN-SI Координатно-измерительные машины COORD3 серии KRONOS NT
Координатно-измерительные машины COORD3 серии KRONOS NT 
UNIVERSAL 07.07 - 09.08 - 10.08 КОНСТРУКЦИЯ: Координатно-измерительная машина с направляющими из алюминиевого сплава на гранитной базовой плите. БАЗОВАЯ ПЛИТА: Монолитный гранитный стол с матрицей отверстий M8, плоскостность в соответствии с требованиями DIN876/III. НАПРАВЛЯЮЩИЕ: Направляющая по оси X типа "ласточкин хвост" являющаяся частью базовой плиты. Траверса (ось Y) и пиноль (оси Z) изготовлены из алюминиевого сплава методом экструзии, после чего доведены и анодированы. ПРИВОД: Сервомоторы постоянного тока с зубчатыми ремнями на всех осях. ПОДШИПНИКИ: Изостатическая система воздушных подшипников на всех осях. ИЗМЕРИТЕЛЬНАЯ СИСТЕМА: "Свободно" закреплённые линейки высокого разрешения (0.1 мкм). БАЛАНС-ЦИЛИНДР: Пневматический, настраиваемый, закреплён на оси Z. ТЕРМОКОМПЕНСАЦИЯ: Мультисенсорная система температурной компенсации СПЕЦИФИКАЦИИ Максимально допустимая погрешность по ISO 10360-2 / ISO 10360-4 MPE [мкм] , L [мм], t [сек] Макс. Макс. T : 18-22 °C1 T : 16-26 °C2 скорость ускор. Модели PH10/PH20-TP20 PH10-TP200 PH10-SP25M PH10/PH20-TP20 PH10-TP200 позиц. по осямPH10-SP25M REVO REVO (1) MPEE (2) MPE P (1) MPEE (2) MPEP (1) MPEE (2) MPEP (3) MPETHP (1) MPEE (2) MPEP (1) MPEE (2) MPEP (1) MPEE (2) MPEP (3) MPETHP [мкм] [мкм] [мкм] [мкм] [мкм] [мкм] [мм/с] [мм/с2] xx.07.07 1,9 + L/333 2,0 1,8 + L/333 1,8 1,5 + L/333 1,5 3,0/90 2,4 + L/200 2,4 2,2 + L/200 2,2 2,2 + L/200 2,2 4,4/90 866 2000 xx.09.08 1,9 + L/333 2,0 1,8 + L/333 1,8 1,5 + L/333 1,5 3,0/90 2,4 + L/200 2,4 2,2 + L/200 2,2 2,2 + L/200 2,2 4,4/90 866 2000 xx.10.08 2,0 + L/333 2,1 1,9 + L/333 1,9 1,7 + L/333 1,7 3,4/90 2,5 + L/200 2,5 2,3 + L/200 2,3 2,3 + L/200 2,3 4,6/90 866 2000 Данные о технических характеристиках получены при следующих условиях: (1) Допускаемая абсолютная объемная погрешность в соответствии с ISO 10360-2 - PH10/PH20/TP20/TP200: длина щупа 10 мм, диаметр шарика Ø4 мм. (2) Допускаемая абсолютная погрешность измерительной головки в соответствии с ISO - PH10/SP25: SM1, щуп Ø 5 мм, длина 50 мм. 10360-2 - REVO: RSP2/RSH175 - RSP3-1/SH25-1, длина щупа 20 мм (3) Максимально допустимая погрешность ощупывания при сканировании в соответствии с - L = длина в мм-Температура окружающией среды: ISO 10360-4, только при применении датчиков S P25M/SP80, эталонная сфера Ø 25 мм- REVO RSP3 T1: 18 - 22 °C; максимальные колебания: 1,0 °K/h - 2,0 °K/24h - 1,0 °K/m T2: 16 - 26°C; максимальные колебания: 1,0 °K/h - 5,0 °K/24h - 1,0 °K/m ПРИЁМКА ПО ТОЧНОСТИ MPEE: Допускаемая абсолютная объемная погрешность Пять различных мер длины должны быть установлены в каждую из семи отличающихся месторасположением и ориентацией мер позиций внутри объема измерений КИМ и длина каждой меры должна быть измерена трижды (т.е. всего должно быть выполнено 105 измерений). Четыре из семи позиций должны быть пространственными диагоналями объема измерений. Три оставшиеся позиции могут быть определены пользователем; по умолчанию эти позиции параллельны каждой из координатных осей КИМ и расположены в середине объема измерений. MPEp: Допускаемая абсолютная погрешность измерительной головки Для определения допускаемой абсолютной погрешности измерительной головки, сфера (диаметр от 10 до 50 мм) с незначительной погрешностью формы должна быть отсканирована в 25 рекомендуемых положениях (из ISO 10360-2). Диапазон радиальных расстояний не должен превышать значение MPEp. MPETHP/t: Максимально допустимая погрешность ощупывания при сканировании Для определения максимально допустимой погрешности ощупывания при сканировании, сфера (диаметр 25 мм) с незначительной погрешностью формы должна быть отсканирована по 4 рекомендуемым линиям сканирования (из ISO 10360-4). При сравнении результатов измерения с MPEthp необходимо выполнить два условия. Во- первых, диапазон, который определяется по радиальным расстояниям, не должен превышать значение MPEp. Во-вторых, отклонение между радиальными расстояниями и диаметром калибровочной сферы также не должно превышать допустимое значение. DS17-Universal C-EN-rev02-05/15 Стр. 2