Госреестр. Методика поверки 77004-19 Машины координатные измерительные моделей МС и МСВ - страница 5
Навигация
 Госреестр. Описание типа СИ 77004-19 Машины координатные измерительные моделей МС и МСВ
Госреестр. Описание типа СИ 77004-19 Машины координатные измерительные моделей МС и МСВ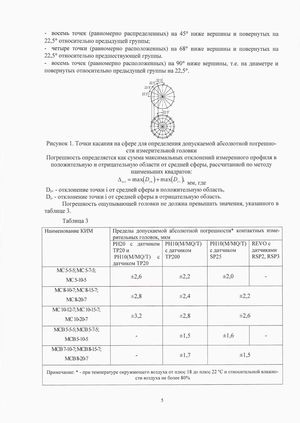
- восемь точек (равномерно распределенных) на 45° ниже вершины и повернутых на 22.5° относительно предыдущей группы; - четыре точки (равномерно расположенных) на 68° ниже вершины и повернутых на 22,5° относительно предшествующей группы. - восемь точек (равномерно расположенных) на 90° ниже вершины, т.е. на диаметре и повернутых относительно предыдущей группы на 22.5°. Рисунок 1. Точки касания на сфере для определения допускаемой абсолютной погрешно сти измерительной головки Погрешность определяется как сумма максимальных отклонений измеренного профиля в положительную и отрицательную области от средней сферы, рассчитанной по методу наименьших квадратов: Доогг = тах(£v>,+)’ + тах(£v>1 р). мм, где Dj+ - отклонение точки i от средней сферы в положительную область, D,. - отклонение точки i от средней сферы в отрицательную область. Погрешность ощупывающей головки не должна превышать значения, указанного в таблице 3. Таблица 3 Наименование КИМ Пределы допускаемой абсолютной погрешности* контактных изме рительных головок, мкм РН20 с датчиком P H 10(M /M Q /T ) PH 10(M /M Q /T ) REVOc ТР20 и с датчиком с датчиком датчиками P H 10(M /M Q /T ) с ТР200 SP25 RSP2, RSP3 датчиком ТР20 МС 5-5-5; МС 5-7-5; МС 5-10-5 ±2,6 ±2,2 ±2,0 - МС 8-10-7; МС 8-15-7; ±2,8 ±2,4 ±2,2 МС 8-20-7 МС 10-12-7;МС 10-15-7; МС 10-20-7 ±3,2 ±2,8 ±2,6 МСВ 5-5-5; МСВ 5-7-5: - ±1,5 ±1,6 - МСВ 5-10-5 МСВ 7-10-7;МСВ 8-15-7; - ±1,7 ±1,5 МСВ 8-20-7 Примечание: * - при температуре окружающего воздуха от плюс 18 до плюс 22 °С и относительной влажно сти воздуха не более 80% 5