Госреестр. Методика поверки 73980-19 MITUTOYO Машины координатные измерительные консольные MACH - страница 5
Навигация
 Програмное обеспечение для Координатно-измерительных машин MITUTOYO
Програмное обеспечение для Координатно-измерительных машин MITUTOYO Координатно-измерительные машины MITUTOYO серии MACH-3A 653 PRE1339
Координатно-измерительные машины MITUTOYO серии MACH-3A 653 PRE1339 Госреестр. Описание СИ 63689-16 Машины координатные измерительные портальные MITUTOYO
Госреестр. Описание СИ 63689-16 Машины координатные измерительные портальные MITUTOYO Координатно-измерительные машины MITUTOYO Каталог
Координатно-измерительные машины MITUTOYO Каталог Координатно-измерительные машины MITUTOYO серии Strato-Apex PRE1370
Координатно-измерительные машины MITUTOYO серии Strato-Apex PRE1370 Координатно-измерительные машины MITUTOYO серии Crysta-PlusM PRE1203
Координатно-измерительные машины MITUTOYO серии Crysta-PlusM PRE1203 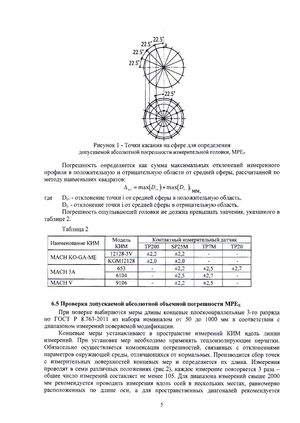
н-Ю К> Рисунок 1 - Точки касания на сфере для определения допускаемой абсолютной погрешности измерительной головки, МРЕР Погрешность определяется как сумма максимальных отклонений измеренного профиля в положительную и отрицательную области от средней сферы, рассчитанной по методу наименьших квадратов: Лог = т а х ( Д +) + т а х (Д _ ), ^ где D;+ - отклонение точки i от средней сферы в положительную область, D,_ - отклонение точки i от средней сферы в отрицательную область. Погрешность ощупывающей головки не должна превышать значения, указанного в таблице 2. Таблица 2 Наименование КИМ МодельКИМ Контактный изме рительный датчикТР200SP25MТР7МТР20 12128-3V ±2,2 - - MACH KO-GA-ME KGM12128 ±2,0 ±2,0 - - МАСНЗА 653 - ±2,2 ±2,5 ±2,76104-±2.5±2,7- MACH V 9106 - ±2,2 ±2,5 - 6,5 Проверка допускаемой абсолютной объемной погрешности МРЕе При поверке выбираются меры длины концевые плоскопараллельные 3-го разряда по ГОСТ Р 8.763-201) из набора номиналом от 50 до 1000 мм в соответствии с диапазоном измерений поверяемой модификации. Концевые меры устанавливают в пространстве измерений КИМ вдоль линии измерений. При установке мер необходимо применять теплоизолирующие перчатки. Обязательно осуществляется компенсация погрешностей, связанных с отклонениями параметров окружающей среды, отличающихся от нормальных. Производится сбор точек с измерительных поверхностей концевых мер и определяется их длина. Измерения проводят в семи различных положениях (рис.2), каждое измерение повторяется 3 раза - общее число измерений составляет не менее 105. Для диапазона измерений свыше 2000 мм рекомендуется проводить измерения вдоль осей в нескольких местах, равномерно расположенных по длине оси, а для пространственных диагоналей рекомендуется 5